Artykuł
Matematyka zamiast intuicji – jak okiełznać 5000 SKU?

Pułapka sukcesu i różnorodności (High Mix, Low Volume)
Polska branża kosmetyczna jest europejską potęgą, ale jej sukces w dużej mierze opiera się na ogromnej elastyczności. Polscy producenci wyspecjalizowali się w obsłudze kontraktowej (Contract Manufacturing) oraz szybkiej reakcji na trendy rynkowe (Time-to-Market) m.in. wywołane dynamicznie zmieniającą się modą promowaną w mediach społecznościowych (Social Media). Jednak ten model biznesowy ma swoją cenę: lawinowy wzrost liczby indeksów magazynowych (SKU – Stock Keeping Unit).
Ten sam krem nawilżający występuje dziś w pięciu pojemnościach (od próbki 5 ml do pojemnika 200 ml), różnych kształtach butelek i tub, trzech wersjach językowych, dwóch rodzajach opakowań (szkło, plastik) i w zestawach promocyjnych. Dla Działu Marketingu i Sprzedaży to szansa na zdobycie nowych segmentów rynku. Dla planisty produkcji – to operacyjny koszmar. Przy 5000 aktywnych indeksach i kilkudziesięciu liniach produkcyjnych, ludzki mózg wspomagany nawet najbardziej rozbudowanym arkuszem Excel przestaje być wydolny.

Brak wydolności wiąże się z koniecznością uświadomienia i uwzględnienia w planowaniu produkcji istniejących w branży kosmetycznej bolączek, tj.:
• Ciągłe nowości, modyfikacje, nacisk na innowacje
• Krótkie serie produkowanych wyrobów
• Różnorodne formaty i wielkości opakowań
• Synchronizacja procesów wytwórczych z procesami konfekcji
• Częste zmiany w planach i priorytetach na produkcji
• Ograniczona i zmienna dostępność zasobów
• Konieczność integracji planów produkcji z innymi planami
• Uwzględnianie procedur kontroli jakości i walidacji.
Kluczowym zatem wyzwaniem w procesie jest zsynchronizowanie wszystkich planów produkcji: od naważania, przez produkcję masy aż po konfekcję. A trzeba pamiętać, że ostatecznie planista musi uwzględnić jeszcze plan sprzedaży, plan zaopatrzenia, plan kontroli jakości, plan remontów czy dostępność pracowników. Planując w Excelu trudno jest tę produkcję zoptymalizować. A wręcz jest to niemożliwe. Warto więc zadać sobie pytanie co powinien uwzględniać dobry plan produkcji.
Najważniejsze elementy, które planista bierze pod uwagę to:
• Dostępność surowców, komponentów, opakowań, substancji czynnych (wraz z terminami przydatności)
• Dostępność zasobów produkcyjnych: maszyn, urządzeń, narzędzi (z uwzględnieniem planów remontów, przeglądów)
• Dostępność pracowników na danej zmianie (z uwzględnieniem odpowiednich kompetencji)
• Macierz przezbrojeń – rodzaj przezbrojeń i ich długość różni się w zależności od zmiany w asortymencie
• Kolejkowanie zleceń i skomasowanie zleceń po określonych indeksach (ograniczenie ilości przezbrojeń)
• Działania związane z kontrolą jakości
• Alternatywne surowce, komponenty i opakowania w przypadku tych z ograniczoną dostępnością (np. sezonowość)
• Alternatywne zasoby produkcyjne w przypadku wystąpienia niespodziewanych przestojów
• Synchronizacja procesów wytwórczych z procesami konfekcjonowania
• Różnorodność formatów opakowań przy planowaniu konfekcji
• Alternatywne wersje planu w zależności od zdefiniowanych KPI.
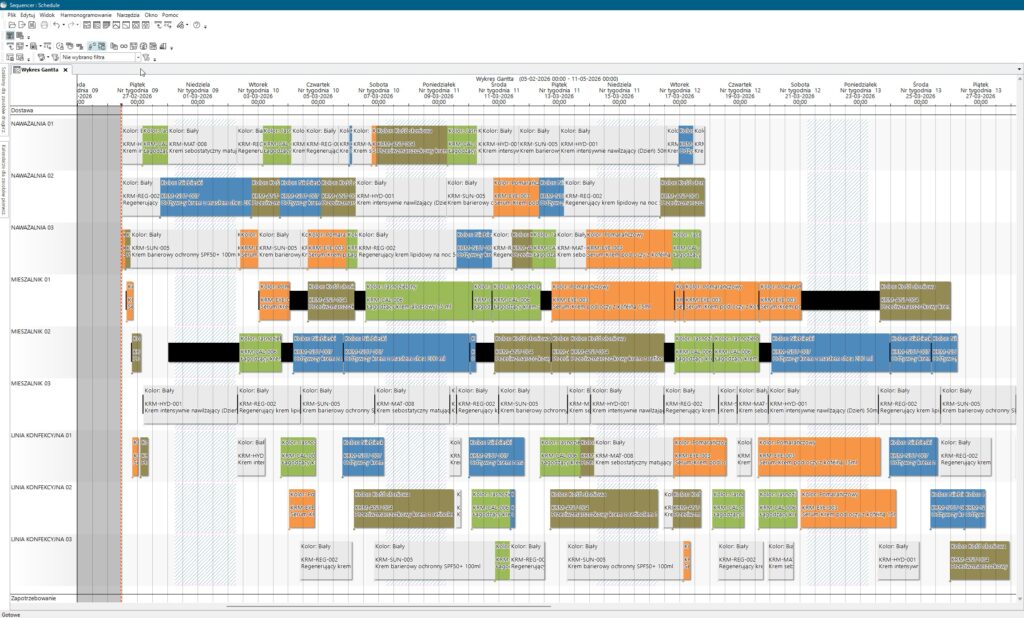
Jak widać planowanie to nie tylko kolejkowanie zleceń produkcyjnych. To zarządzanie całym procesem logistyki produkcyjnej. Analiza dokumentacji wdrożeniowej systemu do zaawansowanego planowania i harmonogramowania APS (Advanced Planning and Scheduling) ujawnia, jak nowoczesna technologia pozwala przejść od ręcznego, reaktywnego „układania puzzli” do automatycznego generowania optymalnych scenariuszy produkcyjnych. W tym artykule skupimy się na tym, jak zaawansowane algorytmy radzą sobie ze skalowaniem produkcji i redukcją czasów przezbrojeń, które są obecnie najdroższym elementem (kosztem utraconych możliwości) w fabrykach kosmetyków.
Kampaniowanie produkcji – sekwencja ma kluczowe znaczenie
Największym wrogiem efektywności w produkcji kosmetyków jest przezbrojenie (Changeover). Proces mycia przemysłowego mieszalnika o pojemności 500 kg po produkcji ciemnej masy z drobinkami peelingującymi, aby przygotować go do produkcji jasnego, hipoalergicznego kremu pod oczy, jest procesem skomplikowanym. Trwa często kilka godzin, obejmuje demontaż elementów, zużywa setki litrów gorącej wody i drogich środków chemicznych, a następnie wymaga walidacji czystości mikrobiologicznej (wymazy). Podobnie wygląda sytuacja na liniach pakujących: wymiana formatów z butelki okrągłej na kwadratową, regulacja etykieciarek i kartoniarek to kolejne godziny postoju. Inaczej mówiąc, przezbrojenia wynikające z dużej ilości form pakowania muszą zostać zsynchronizowane z przezbrojeniami, wynikającymi z charakteru procesu wytwarzania masy. System APS daje nam możliwość uwzględnienia różnych matryc przezbrojeń oraz innych dodatkowych uwarunkowań, które wpływają na ilość i czas przezbrojeń. Nie chodzi nam przecież o skrócenie czasu jednego przezbrojenia, ale o skrócenie sumy czasów lub/i ilości przezbrojeń. Jesteśmy w stanie zaszyć w nim informacje lub ograniczenia, które do tej pory były tylko w głowach pracowników firmy. A to na pewno wpływa na bezpieczeństwo organizacji. Nie jesteśmy uzależnieni od wiedzy i doświadczenia pracownika.
W dokumentach projektowych widać wyraźnie, że wdrożony system APS został skonfigurowany w taki sposób, aby automatycznie tworzyć tzw. kampanie produkcyjne. Jest to funkcjonalność kluczowa dla branży procesowej.
Czym jest kampaniowanie w systemie APS? To grupowanie zleceń nie według daty zamówienia klienta (FIFO), ale według optymalnej macierzy przezbrojeń. System analizuje atrybuty technologiczne produktów, takie jak:
• Rodzina kolorystyczna: układanie zleceń od jasnego do ciemnego (co pozwala na tzw. mycie uproszczone lub przepłukanie, zamiast pełnego mycia CIP).
• Rodzina zapachowa: od bezzapachowych, przez nuty lekkie, aż po silne kompozycje perfumeryjne.
• Alergeny: bezwzględne planowanie produktów bez alergenów przed produktami zawierającymi alergeny.
• Format opakowania: grupowanie wszystkich zleceń, które wykorzystują ten sam typ butelki np. Ř50mm, niezależnie od tego, co jest wlewane do środka.
Planista pracujący w Excelu nie jest w stanie przeanalizować tysięcy kombinacji dla setek zleceń tygodniowo, aby znaleźć tę jedną, idealną sekwencję. Algorytm APS robi to w kilka minut. Z analizy dokumentacji zrealizowanego wdrożenia wynika, że implementacja takiej logiki pozwala na „odzyskanie” nawet 20-25% czasu dostępnego dla kluczowych maszyn. W skali roku oznacza to setki dodatkowych godzin produkcyjnych uzyskanych bez inwestycji w nowe hale czy urządzenia.
Skalowanie przy dużej liczbie SKU i synchronizacja procesów
Kiedy firma rośnie, a liczba zleceń w miesiącu przekracza kilkaset, pojawia się problem synchronizacji. W produkcji kosmetyków mamy do czynienia z klasycznym problemem „Bulk vs. Finish Goods”. Masa jest produkowana w procesie wsadowym (Mieszalnia), a następnie trafia do zbiorników pośrednich lub mauzerów, skąd jest pobierana na linie pakujące (Konfekcja).
Częstym problemem w szybko rosnących firmach jest desynchronizacja tych dwóch strumieni:
- Masa jest gotowa i stygnie w zbiorniku, ale linia pakująca jest zajęta innym formatem lub uległa awarii. Masa ma ograniczony czas przydatności technologicznej („bulk shelf life”) – jeśli nie zostanie rozlana w ciągu np. 48 godzin, musi zostać zutylizowana.
- Linia pakująca stoi i czeka („starving”), bo proces mieszania się przedłużył.
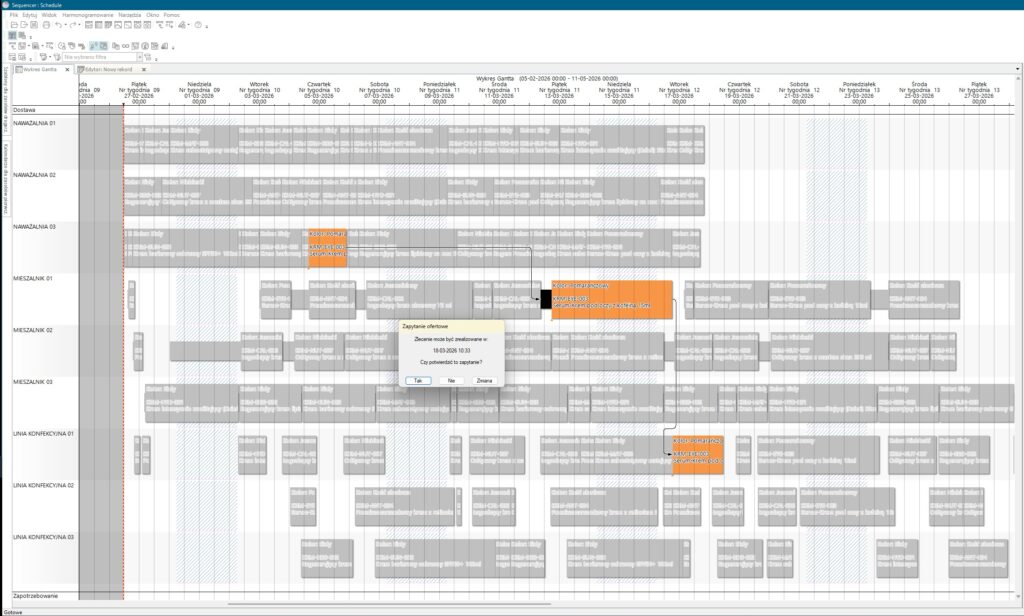
Dokumentacja wdrożeniowa wskazuje, jak system APS porządkuje ten chaos. Dzięki funkcji „Pegging” (powiązania zleceń), system widzi zależność między zleceniem na masę (Półprodukt) a zleceniem na konfekcję (Wyrób Gotowy).
APS to nie tylko harmonogram – to strażnik przepływu i synchronizacji. System łączy produkcję masy z linią pakującą, dbając o to, by półprodukt nie przeterminował się w zbiorniku, a linia pakująca nie czekała na wsad. To eliminuje kosztowne straty materiałowe i przestoje.
Jeśli produkcja masy się opóźni (np. z powodu awarii mieszalnika zgłoszonej w systemie do ewidencji produkcji klasy MES), APS automatycznie przesuwa planowane zlecenie na linii pakującej, wypełniając „dziurę” innym zleceniem, które ma dostępne surowce. Taka dynamiczna reakcja przy dużej skali produkcji jest niemożliwa do wykonania ręcznie w czasie rzeczywistym.
Zarządzanie zasobami wtórnymi: ludzie i narzędzia
W produkcji kosmetyków zasobem produkcyjnym jest nie tylko linia produkcyjna. Wąskim gardłem są często zasoby, o których zapomina się lub nie ma takiej możliwości przy planowaniu w prostych narzędziach. Analiza procesów pokazuje, że system musi uwzględniać również tzw. zasoby drugorzędowe (Secondary Constraints):
- Oprzyrządowanie (Tooling): Formy, wykrojniki, formaty. Czy mamy dostępny zestaw formatek do tubiarki dla tego rozmiaru tuby? Czy jest on sprawny, czy może w regeneracji?
- Obsada (Labor): Niektóre linie (np. pakowanie zestawów prezentowych) wymagają 6 osób, inne (zautomatyzowane) tylko 2. System APS bilansuje zapotrzebowanie na pracowników na danej zmianie uwzględniając również ich kompetencje.
System APS weryfikuje dostępność tych zasobów przed zaplanowaniem zlecenia na wykresie Gantta. Jeśli brakuje oprzyrządowania lub ludzi, system nie pozwoli zaplanować produkcji w tym terminie lub wskaże konflikt zasobowy. Zapobiega to frustrującym sytuacjom, w których linia staje na początku zmiany, bo „okazało się”, że formaty są niedostępne.
ATP (Available to Promise) – wiarygodność terminu dostawy
Dla producentów kontraktowych (Contract Manufacturers) terminowość jest walutą ważniejszą niż cena. Klienci sieciowi (Retailers) nakładają drakońskie kary za brak dostaw na czas (OTIF – On Time In Full). Dzięki systemowi APS i jego integracji z danymi z hali produkcyjnej (MES), firma może podać klientowi datę realizacji opartą na faktach, a nie pobożnych życzeniach.
Funkcja CTP/ATP (Capable to Promise / Available to Promise) analizuje aktualne obłożenie gniazd, planowane przestoje remontowe, dostępność surowców w magazynie oraz rzeczywistą (a nie teoretyczną) wydajność maszyn pobieraną z systemu MES.
Podsumowanie: inwestycja w algorytmy jako fundament skalowania
Doświadczenia z analizowanego projektu i podobnych wdrożeń w branży kosmetycznej pokazują, że przy przekroczeniu pewnej masy krytycznej liczby SKU, Excel staje się głównym hamulcem rozwoju przedsiębiorstwa. Wdrożenie APS, które automatyzuje tworzenie kampanii produkcyjnych i optymalizuje sekwencję przezbrojeń, jest jedyną drogą do bezpiecznego skalowania biznesu.
Przy 5000 SKU i krótkich seriach, ręczne planowanie jest jak nawigowanie statkiem we mgle. APS daje radar, który pozwala ominąć przestoje, zoptymalizować trasę i – co najważniejsze – dopłynąć z towarem do klienta dokładnie na czas.
Wnioski płynące z dokumentacji są jasne: technologia APS pozwala nie tylko lepiej planować (aspekt administracyjny), ale realnie zwiększa moce produkcyjne (aspekt technologiczny) poprzez inteligentną redukcję czasów mycia i przezbrojeń. W wysoce konkurencyjnym świecie kosmetyków, to właśnie ta „matematyczna” przewaga w zarządzaniu złożonością decyduje o rentowności kontraktu.
Bibliografia
1. Dokumentacja techniczna, harmonogramy i specyfikacje zmian projektu wdrożeniowego APS/MES (analiza materiałów źródłowych projektu dla firmy produkującej kosmetyki).
2. „Metodyka wdrożeniowa Siemens Opcenter APS” – dokumentacja wewnętrzna DSR S.A.
3. Pinedo, M. L., „Planning and Scheduling in Manufacturing and Services”, Springer, 2016.
4. Standardy zarządzania łańcuchem dostaw w branży FMCG (APICS/ASCM body of knowledge).
5. Doświadczenia własne autora z wdrożeń systemów planistycznych w polskich przedsiębiorstwach produkcyjnych.
Dodatkowe informacje
Artykuł został opublikowany w kwartalniku „Świat Przemysłu Kosmetycznego” 1/2026

