Surowce kosmetyczne
Emolienty estrowe pochodzenia roślinnego – maksymalna pielęgnacja, minimalny ślad węglowy

Wprowadzenie
Potrzeba działań na rzecz klimatu i trend w kierunku bardziej zrównoważonych kosmetyków wymuszają na branży zmiany, nie tylko w recepturach, ale również w sposobie wytwarzania zawartych w nich składników.
Kataliza enzymatyczna jako proces biotechnologiczny oferuje możliwość poprawy profilu ekologicznego konkretnego kosmetyku. Wykorzystanie w recepturze enzymatycznie wytwarzanych składników, np. emolientów pomaga zmniejszyć jej ślad węglowy. Evonik jest pionierem w enzymatycznej produkcji emolientów kosmetycznych. Wprowadzając je do sprzedaży, umożliwia producentom projektowanie bardziej ekologicznych kosmetyków.
Wpływ produkcji emolientów na zmiany klimatyczne
Emolienty to niezbędne w emulsjach kosmetycznych składniki lipidowe, które mogą pomóc w poprawie nawilżenia skóry oraz zapewnić jej gładkość i miękkość. Ich główną funkcją w produktach do pielęgnacji włosów jest również poprawa wrażeń sensorycznych i ogólnego odbioru kosmetyku.
W typowej recepturze emulsji, emolienty mają zdecydowanie największy udział, a przez to również największy wpływ na klimat. Rysunek1 przedstawia zestawienie składników w typowej emulsji o/w i porównanie z udziałem ich ekwiwalentów CO2. Zmniejszenie śladu węglowego emolientów umożliwia zatem istotne ograniczenie ogólnego wpływu receptury na klimat.
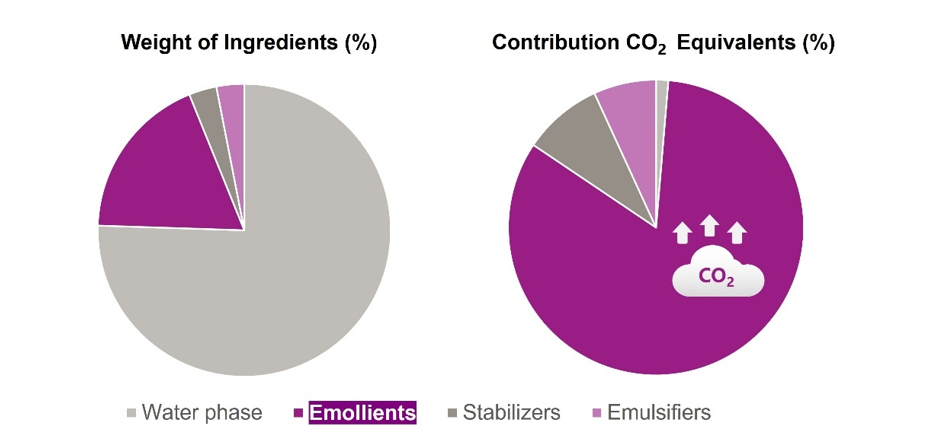
Rys.1 Wpływ na zmiany klimatyczne poszczególnych składników emulsji kosmetycznej
Nowe spojrzenie na produkcję emolientów dzięki biotechnologii
Emolienty estrowe tradycyjnie wytwarzane są z surowców kopalnych, w procesie estryfikacji o wysokim zapotrzebowaniu na energię. Produkcja prekursorów i substancji pomocniczych, takich jak katalizatory metalowe, w połączeniu z przebiegającym w wysokiej temperaturze procesem jest źródłem emisji gazów cieplarnianych.
Dzięki zastosowaniu biotechnologii możliwe jest wytwarzanie emolientów estrowych z surowców pochodzenia naturalnego w procesie o niewielkim zapotrzebowaniu na energię. Takie procesy cechuje również mniejsza ilość produktów ubocznych i odpadowych, co również przekłada się na mniejszy wpływ na środowisko.
Technologia enzymatyczna
Firma Evonik stosuje proces estryfikacji, w którym jako biokatalizatory reakcji łączenia kwasów tłuszczowych i alkoholi wykorzystuje się enzymy. Metoda ta oferuje szereg korzyści. Po pierwsze, oparta jest na surowcach roślinnych. Po drugie, proces jest energooszczędny i przebiega w niskich temperaturach. Po trzecie, technologia nie wymaga stosowania rozpuszczalników, minimalizując powstawanie w procesie produkcji potencjalnych zanieczyszczeń.
Procesy enzymatyczne zazwyczaj generują mniej produktów ubocznych. Uzyskane emolienty charakteryzują się wysoką czystością i jakością, a także łatwo ulegają biodegradacji, co jest zgodne z obecnymi wymaganiami środowiskowymi.
Ocena wpływu na zmiany klimatyczne enzymatycznie otrzymywanych emolientów
Ilościowe określenie wpływu na środowisko receptury kosmetycznej zawierającej tradycyjnie otrzymany emolient w porównaniu z emolientem wytwarzanym enzymatycznie można przeprowadzić za pomocą analizy tzw. „cyklu życia”.
Analiza typu „od bramy do bramy” bada proces produkcyjny od momentu, w którym surowce trafiają do zakładu produkcyjnego, do momentu, w którym opuszczają go gotowe produkty (zasoby wejściowe i wyjściowe w fazie produkcji, bez procesów wstępnych i końcowych).
Analiza „od kołyski do bramy” ocenia wpływ produktu na środowisko od momentu pozyskania surowców, poprzez produkcję, aż do momentu, w którym produkt opuszcza zakład produkcyjny (bez procesów wstępnych).
Poniższe przykłady przedstawiają analizy „od bramy do bramy” i „od kołyski do bramy” zarówno dla konwencjonalnych, jak i enzymatycznych procesów estryfikacji.
Analiza „od bramy do bramy”: estryfikacja tradycyjna vs. enzymatyczna
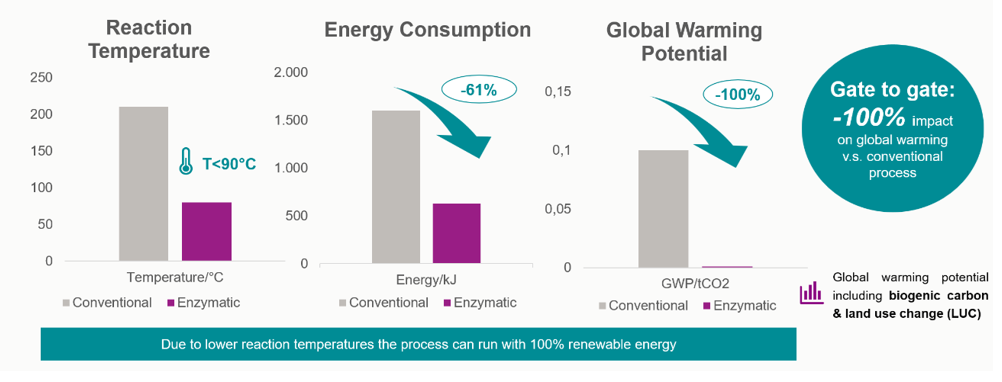
Rys. 2 Porówanie procesów estryfikacji tradycyjnej i enzymatycznej w systemie “od bramy do bramy“. Wyliczenia dla produkcji 1000 kg Phenoxyethyl Caprylate
Proces tradycyjnej estryfikacji przebiega w temperaturze powyżej 200°C, natomiast w estryfikacji enzymatycznej stosowana jest temperatura poniżej 90°C. Pozwala to na ograniczenie zużycia energii o około 60%. Dzięki wykorzystaniu energii odnawialnej i zastosowaniu estryfikacji enzymatycznej zamiast tradycyjnej, potencjał globalnego ocieplenia można obniżyć o 100%,
Analiza “od kołyski do bramy”: połączenie surowców odnawialnych i estryfikacji enzymatycznej
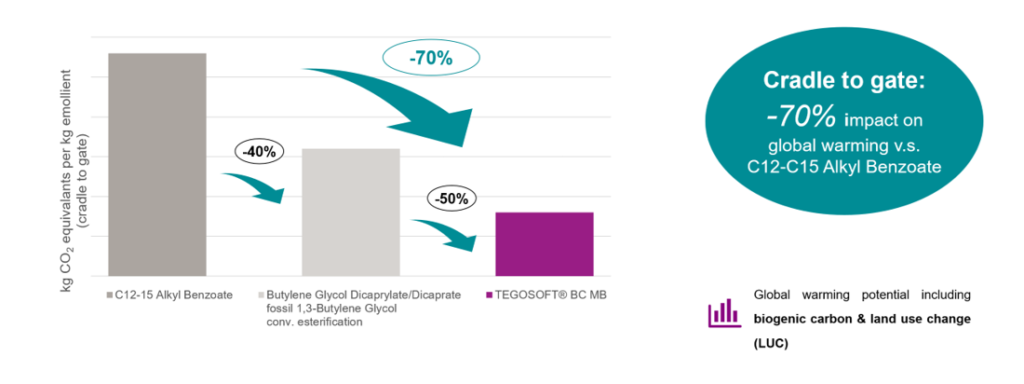
Rys. 3 Porówanie w systemie „od kołyski do bramy“ procesów estryfikacji tradycyjnej C12-C15 Alkyl Benzoate i Butylene Glycol Dicaprylate/Dicaprate oraz procesu estryfikacji enzymatycznej w jakim powstaje wytwarzany z surowców roślinnych TEGOSOFT® BC MB
Na rysunku 3 porównano procesy produkcji trzech przykładowych emolientów: C12-15 Alkyl Benzoate, Butylene Glycol Dicaprylate/Dicaprate, wytwarzanych na drodze klasycznej estryfikacji z 1,3 Butylene Glycol i Caprylic/Capric Acid oraz produktu Evonik, TEGOSOFT® BC MB otrzymywanego w procesie estryfikacji enzymatycznej. Dzięki zastosowaniu surowca biopochodnego lub roślinnego w połączeniu z procesem estryfikacji enzymatycznej, emisję ekwiwalentów CO2 można zmniejszyć o 70%.
Bardziej zrównoważone receptury
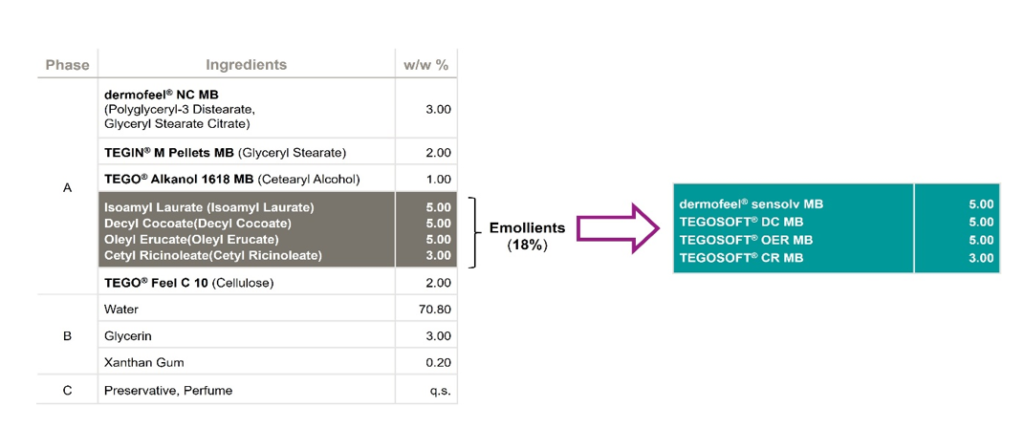
Rys. 4 Przykład, receptura kremu przygotowanego z tradycyjnych emolientów estrowych lub na bazie emolientów enzymatycznych
Zastosowanie w emulsji kosmetycznej produktów pochodzących ze zrównoważonej produkcji palmy (RSPO MB), zamiast tradycyjnego oleju palmowego pozwala obniżyć potencjał globalnego ocieplenia o 47%. Zmiana procesu produkcyjnego również prowadzi do obniżenia potencjału globalnego ocieplenia o 37%. Ostatecznie, całkowity wpływ emulsji, w porównaniu z emulsją wytwarzaną z udziałem tradycyjnych emolientów estrowych, został zmniejszony o 67%. Przedstawia to rys. 5.
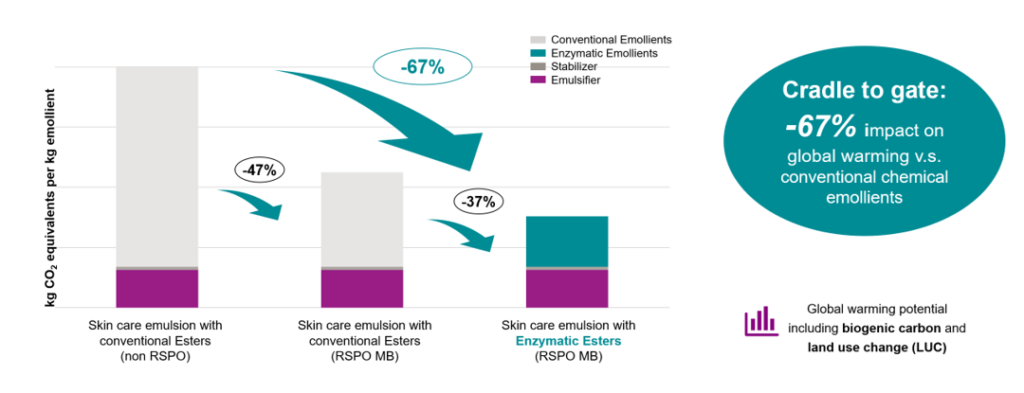
Rys. 5 Analiza:od kołyski do bramy” receptury emulsji kosmetycznej zawierajacej tradycyjne emolienty estrowe i podobne emolienty wytwarzane w procesie enzymatycznym z surowców certyfikowanych w systemie Roundtable on Sustainable Palm Oil (RSPO MB). Całkowity wpływ na globalne ocieplenie może być obniżony o 67%
Wyższa czystość, lepsza jakość
Poza oczywistymi korzyściami dla środowiska, emolienty wytwarzane metodą estryfikacji enzymatycznej mają zazwyczaj wyższą czystość i jakość. W procesie produkcji jako katalizatory wykorzystuje się specyficzne enzymy, co skutkuje mniejszą ilością produktów ubocznych w porównaniu z tradycyjnymi metodami chemicznymi. Ponadto, precyzja reakcji enzymatycznych pozwala na lepszą kontrolę właściwości produktu, co przyczynia się do utrzymania stałej jakości i skuteczności emolientów w ich końcowych zastosowaniach.
Produkty o wyższej jakości i mniej produktów ubocznych
Na rysunku 6 porównano ilość fenolu, produktu ubocznego powstającego w tradycyjnym procesie estryfikacji i w estryfikacji enzymatycznej TEGOSOFT® XC MB (INCI: Phenoxyethyl Caprylate).
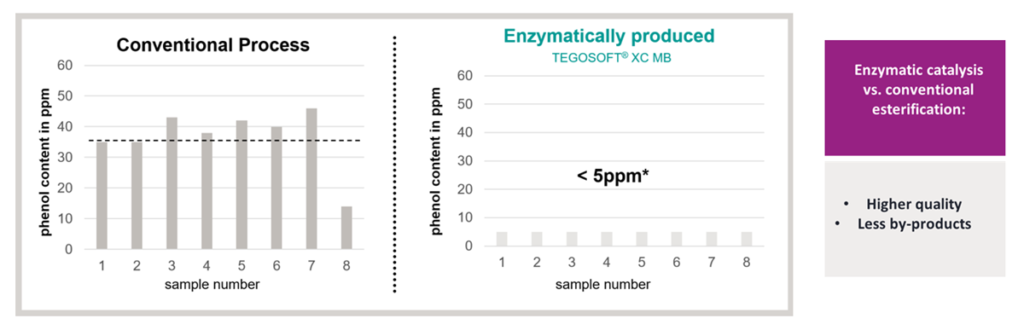
Rys. 6 Porówanie poziomu zanieczyszczenia fenolem TEGOSOFT® XC MB pochodzącego z estryfikacji enzymatycznej i z procesu tradycyjnego. * Zawartość fenolu oceniano metodą chromatografii gazowej o progu detekcji 5 ppm
Przejście z tradycyjnego procesu estryfikacji na syntezę enzymatyczną pozwala na zmniejszenie ilości fenolu jako produktu ubocznego poniżej granicy wykrywalności tego składnka. Ponadto, dzięki wysokiej selektywności procesu enzymatycznego, ilości produktu ubocznego w postaci dimeru oraz nieprzereagowanego surowca – alkoholu cetylowego mogą zostać znacząco ograniczone. W rezultacie otrzymujemy produkt o wyższej czystości.
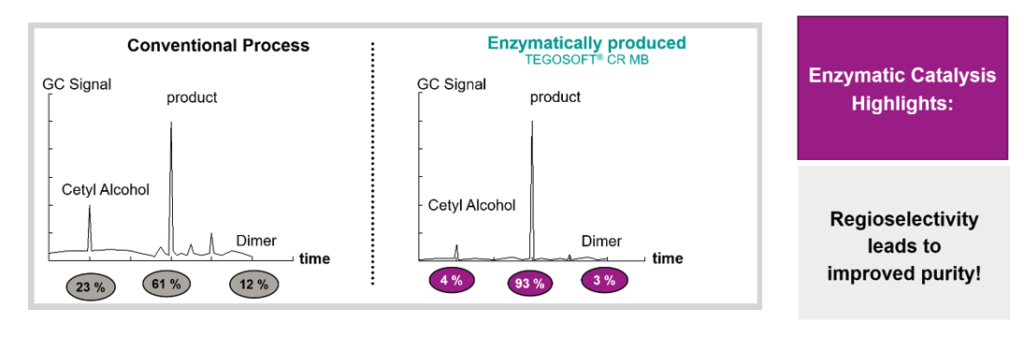
Rys. 7 Porówanie chromatogramów gazowych Cetyl Ricinoleate produkowanego mtetodą tradycyjną i wytwarzanego enzymatycznie TEGOSOFT® CR MB
Chromatogramy gazowe (rys. 7) pokazują różnice między tradycyjnie produkowanym rycynooleinianem cetylu, a otrzymywanym enzymatycznie TEGOSOFT® CR MB. Wykresy obrazują zmniejszenie pików odpowiadających substratom (alkohol cetylowy) i produktom ubocznym (dimer), co wskazuje na poprawę czystości produktu.
Posumowanie
Wybory konsumentów wskazują jednoznacznie, że oczekują oni wysokiej jakości kosmetyków wytwarzanych z odpowiedzialnie pozyskiwanych surowców. Rozwiązaniem są emolienty enzymatyczne, które pozwalają na tworzenie skutecznych i spełniających wyzwania klimatyczne receptur. Biotechnologicznie otrzymywane emolienty mogą przyczynić się do powstania kosmetyków charakteryzujących się bardzo wysoką czystością i jakością, których produkcja jest jednocześnie znacznie mniejszym obciążeniu dla środowiska. Więcej informacji o enzymatycznych emolientach firmy Evonik można znaleźć na stronie: https://www.evonik.com/en/news/press-releases/2024/09/evonik-opens-new-plant-for-sustainable-emollients-at-its-steinau.html
Dodatkowe informacje
Artykuł promocyjny opublikowany w kwartalniku „Świat Przemysłu Kosmetycznego” 3/2025
Autorzy
-
Ivy Hou
Global Director, Marketing Segment Skin Care
-
Verena Dahl
Group Lead Emulsifiers, Applied Innovation Skin Care
-
Peter Becker
Sustainability Care Solutions
-
Janina Meyer
R&D Manager Biobased Processes
-
Renate Maier
Laboratory Chemist
-
Alexander Nymand-Andersen
Process Engineer
-
Anna Sypniewska
Tłumaczenie

